NSE سری فولاد ضد زنگ زنجیره حمل کننده Z زنجیره آسانسور مقاومت در برابر فرسایش
-
برجسته کردن
زنجیره آسانسور با سطل فولاد ضد زنگ,زنجیره آسانسور سطل معدن,Z مقاومت لباس پوشیدن زنجیره آسانسور
,Mining Bucket Elevator Chain
,Z Elevator Chain Wear Resistance
-
نام محصولزنجیر نقاله فولادی
-
موادفولاد ضد زنگ
-
درخواستمعدن و ذوب فلز
-
ویژگیمقاومت در برابر سایش
-
نوعقطعات آسانسور با سطل زنجیره ای
-
محل منبعچین
-
نام تجاریWS
-
شماره مدلNSE
NSE سری فولاد ضد زنگ زنجیره حمل کننده Z زنجیره آسانسور مقاومت در برابر فرسایش
NSE سری فولاد ضد زنگ زنجیره حمل کننده Z زنجیره آسانسور مقاومت در برابر فرسایش
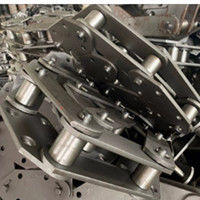
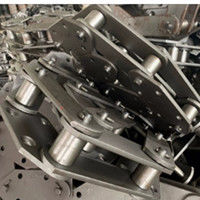
زنجیره آسانسور سطل
زنجیره های حمل و نقل صنعتیبه خاطر قدرت بالا، نصب آسان، دوام، پایداری و مقاومت در برابر گرما و زنگ بسیار شناخته شده است.این زنجیره بالک لیفت در مشخصات مختلف برای پاسخگویی به نیازهای متنوع مشتریان در قیمت پایین است.
زنجیره آسانسور سطل مشخصات:
| مدل | ارتفاع | عرض بخش داخلی | قطر بیرونی رول | قطر پین | طول پین | عرض صفحه زنجیره ای | ضخامت صفحه زنجیره ای | صفحه ی زنجیره ای گسترده | ابعاد نصب سطل زنجیره ای |
| NSE200 | 100 | 51.8 | 44.5 | 19.1 | 110 | 60 | 10 | 150 | 100×105 |
| NSE300 | 100 | 57.6 | 48.5 | 22.23 | 115 | 75 | 10 | 150 | 100×105 |
| NSE400 | 125 | 67.4 | 63.5 | 31.75 | 145 | 90 | 12 | 180 | 125×130 |
| NSE500 | 125 | 75 | 70 | 35 | 170 | 100 | 16 | 180 | 125×130 |
| NSE700 | 125 | 75 | 70 | 36 | 170 | 100 | 16 | 190 | 125×130 |
| NSE800 | 150 | 80 | 78 | 38.1 | 172 | 120 | 16 | 230 | 150×170 |
| NSE1000 | 150 | 85 | 83 | 43 | 180 | 135 | 18 | 225 | 150×170 |
![]()
زنجیره آسانسور سطل تکنولوژی پردازش:
1. تابلوهای اتصال
1.1 صفحه های اتصال با ضخامت 16 میلی متر و بیش از آن با برش پلازمی CNC یا فشار هیدرولیک بزرگ، برای اطمینان از سطح صاف و بدون ترک های کوچک که بر مقاومت مواد تاثیر می گذارد.صفحه های اتصال که حفره های پیچ را از قبل سوراخ کرده اند یا نیمه خوب با پنچر یا پریس هیدرولیک سوراخ کرده اندبعد از درمان گرمایی،حفره های تراشیدن ظریف توسط مراکز ماشینکاری CNC برای اطمینان از اینکه مناسب با صفحه اتصال و پین / آستین می تواند به الزامات طراحی پاسخ دهد، برای از بین بردن انحراف ناشی از تغییرات ابعاد توسط درمان حرارتی، اندازه پچ را تضمین کنید.
1.2 صفحه های اتصال با ضخامت کمتر از 16 میلی متر که توسط سوراخ کننده ها پردازش می شوند. صفحه های اتصال (که توسط مرکز ماشینکاری CNC اصلاح نشده اند) از قبل سوراخ می شوند، نیمه به خوبی سوراخ می شوند، به خوبی سوراخ می شوند،در مجموع سه بار ضربه خوردهقبل از مونتاژ قطعات زنجیره ای، یک فرآیند صاف کردن برای صفحات پیوند وجود دارد.صفحه های پیوند آسیاب شده توسط مرکز ماشینکاری CNC هستند از قبل سوراخ و نیمه خوب سوراخ برای سوراخ pitchسپس با درمان گرمی خنک کردن و گرما، درمان می شوند.حفره فرش توسط مراکز ماشینکاری CNC برای اطمینان از آن که مناسب با صفحه پیوند و پین / آستین می تواند الزامات طراحی را برآورده کند، برای از بین بردن انحراف ناشی از تغییرات ابعاد توسط درمان حرارتی، اندازه پچ را تضمین کنید.
2پس از برش مواد توسط تجهیزات خاص، پین، آستین و رول توسط ماشین آلات CNC و ماشین آلات آسیاب ماشین آلات، قطعات دارای ماشینکاری دقیق هستند.
3. پین: یک انتهای است سر گودال دیگر مسطح است، قطر مواد پین بزرگتر از اندازه محصول نهایی است،به جای فولاد گرد سرد که به اندازه پردازش محصول نهایی نزدیک تر است.
4. پین پردازش شده با دو بار درمان گرما ویژه به پایان می رسد ، تا اطمینان حاصل شود که هسته پین دارای خواص مکانیکی خوب است ، و سطح دارای سختی بالایی است (سطح سختی HRC56 ~ 58) ،بهبود مقاومت لباس پوشیدن سطح پین.
5. آستین: سطح آستین توسط چرخ CNC،برای از بین بردن لایه decarburized از سطح مواد و از بین بردن اثر توسط مواد ناپایدار (مورداران مواد نمی توانند عمق لایه decarburization را تضمین کنند). پس از اتمام ماشینکاری ، درمان کلی خاموش کردن یا کاربوریزاسیون آستین (HRC58 ~ 62) ، برای بهبود مقاومت لباس آستین.
6. رول: برای تنش شکستن < 2000kN رول، درمان گرمی خفیف کلی پس از ماشینکاری، سختی سطح می تواند به حدود HRC50 برسد.تنش شکستن > 2000kN رول با فولاد آلیاژ کم کربن، درمان کربوریزه سطح (HRC58 ~ 62) پس از ماشینکاری، برای بهبود عملکرد کلی رول.
7. تمام قطعات پس از درمان حرارتی با استفاده از شلیک چرخدار درمان می شوند تا استرس داخلی تولید شده توسط درمان حرارتی از بین برود و ناخالصی ها را از سطح حذف کند.در عین حال قطعات می تواند با چشم غیر مسلح بررسی شود که آیا وجود دارد میکرو ترک و نقص های دیگر.
8. قبل از مونتاژ تمام پین ها 100% تست کشنده مغناطیسی هستند، برای از بین بردن نقص در صورت که منجر به پیچ به شکستن توسط نقص مواد.
9. تمام زنجیره های صفحه جمع شده با کشش قبلی هماهنگ می شوند، انحراف ارتفاع تشخیص داده می شود و انحراف هر زنجیره صفحه در محدوده مجاز کنترل می شود.
محصولات ما در سراسر جهان فروخته می شود. شما می توانید از کل روند محصولات ما اطمینان داشته باشید.